")
Схема обробки:


Суцільнолита чавунна станина
Суцільнолита чавунна станина, що пройшла спеціальну термообробку з подальшою обробкою на обробному центрі з ЧПК за одну установку. Забезпечує максимальну стабільність та надійність, повністю виключає можливість виникнення вібрації.

Притиск подаючих вальців
Притиск подаючих вальців здійснюється пневматичними циліндрами (Airtac, Taiwan), що забезпечують стабільне і рівномірне зусилля притискних вальців.
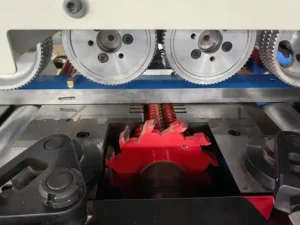 Спеціальна конструкція першого нижнього шпинделя
Спеціальна конструкція першого нижнього шпинделя
Спеціальна конструкція першого нижнього шпинделя передбачає встановлення фрези з подрібнювачем для попередньої обробки лівої сторони заготовки.

Притискні плити з пневматичним регулюванням
Встановлені перед верхніми шпинделями, забезпечують надійний притиск заготовки до подаючого стола та виключають ймовірність заклинювання заготовок на високих швидкостях подачі.
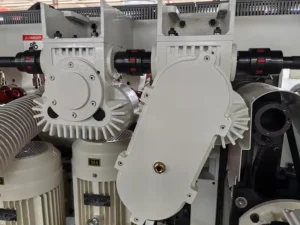
Посилені редуктори подачі
Редукторна система приводу подаючих спарених роликів через карданні вали забезпечує надійну передачу крутного моменту на верхні та нижні ролики. Посилені високошвидкісні безлюфтові редуктори забезпечують стабільну подачу заготовок на швидкості до 100 м/хв.

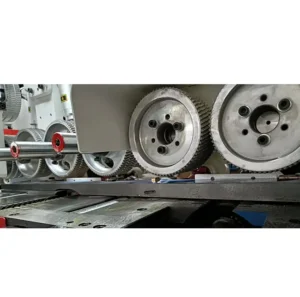
Система автоматичної подачі заготовок
Автоматична подача заготовок здійснюється за допомогою бічного ланцюгового конвеєра та двох стрічкових конвеерів. Кожен конвеер оснащений окремим приводом та регулюванням швидкості подачі (інвертор).

Механізм подачі коротких заготовок
Спеціально розроблений механізм подачі коротких заготовок дозволяє обробляти заготовки довжиною від 230 мм при подачі торця в торець.
Спеціальне покриття робочого столу
Поверхня столу і напрямна грань покриті спеціальним покриттям, збільшуючи час служби та високу швидкість роботи верстату.

Боковий пневматичний прижим
Бокові ролики підпружинені пневматикою встановлені навпроти першого вертикального шпинделя і на вертикальній «губці» другого вертикального шпинделя оснащені окремим пневматичним регулюванням і дозволяють надійно притискати заготовки будь-яких перерізів, виключаючи можливість зміщення та отримання браку.
 Пневматичні контури
Пневматичні контури
Верстат оснащений 7-ма незалежними пневматичними регуляторами, за допомогою яких регулюється тиск на всіх роликах і прижимах (подавальні ролики, бокові прижими, верхні притискні губки). Ця система забезпечує бездоганне позиціонування заготовки у кожній зоні. Знижується час на переналагодження верстата, підвищується продуктивність.

Панель керування
Візуалізує всі процеси, що відбуваються під час налаштування та роботи верстата. По ширині і висоті розмір оброблюваної деталі визначається дистанційно з даного пульта керування, знижуючи час на переналагодження, збільшуючи продуктивність. Позиціонування вертикального та верхніх шпинделів відбувається за допомогою електродвигунів.

Електрошафа
Електрична шафа укомплектована компонентами Sсhneider, Rexroth (частотні перетворювачі), Siemens Sirius. Виконана відповідно до стандартів CE.