

Схема обробки:



Чавунна масивна лита станина
Пройшла прецизійну механічну обробку з однієї установки, а також спеціальну термічну обробку для зняття внутрішньої напруги металу. Гарантує максимальну жорсткість, стабільність і довговічність станини, виключає можливість виникнення вібрації навіть при роботі на високих швидкостях подачі або обробці масивних заготовок.

Високошвидкісні прецизійні динамічно збалансовані шпинделі
Відповідають усім вимогам автоматизованого сучасного виробництва, проходять обов’язкове попереднє обкатування перед установкою на верстат, маркування, балансування.

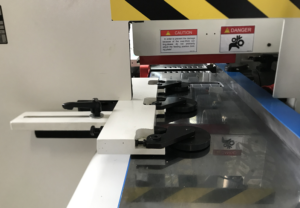
Хромований подаючий стіл
Подаючий та робочий столи пройшли спеціальну термічну обробку для досягнення максимальної міцності та покриті шаром хрому (0.3 мм) для досягнення підвищеної зносостійкості. Полірована поверхня столу зменшує тертя заготовки об стіл і знижує зусилля на привід подачі.
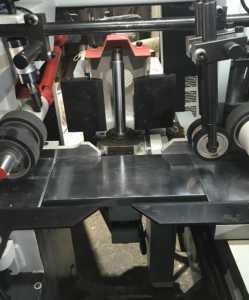
Боковий притиск
Бокові притискні ролики, встановлені на вході в верстат перед першим горизонтальним шпинделем, дозволяють надійно притискати заготовки будь-яких перерізів, виключаючи можливість зміщення та отримання браку.

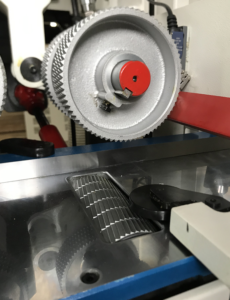
Спеціальна конструкція першого шпинделя
На перший горизонтальний шпиндель, окрім стругальної фрези, встановлюється шевінгувальна фреза, що обробляє нижню частину бокової поверхні заготовки.
Це дозволяє формувати на заготовці відразу дві базові поверхні, що значно підвищує точність та якість обробки. Також завдяки цьому можна усувати легку кривизну заготовок, отримуючи виріб точної геометричної форми.
Нижній секційний привідний ролик
Привідний секційний, підпружинений пневматичним циліндром, ролик встановлений в столі перед першим горизонтальним шпинделем. Забезпечує стабільну подачу масивних заготовок.

Налаштування бокової лінійки та подаючого столу
Налаштування бокової лінійки і подаючого столу легко проводиться за допомогою важелів швидкого налаштування з надійною фіксацією рукоятками затиску.
Пневмопритиск подаючих вальців
Притиск подаючих вальців здійснюється пневматичними циліндрами (Airtac, Taiwan), що забезпечують стабільне і рівномірне зусилля притискних вальців.
Універсальний шпиндель
Верстат оснащений 6-м універсальним шпинделем. Класичний універсальний шпиндель з можливістю повороту на 360 градусів, що значно розширює виробничий потенціал верстата.
Редуктори
Редукторна система приводу подаючих спарених роликів через карданні вали забезпечує надійну передачу крутного моменту на верхні та нижні ролики. Посилені безлюфтові редуктори забезпечують потужну та стабільну подачу заготовок.

Управління притисками
Незалежні пневматичні контури, що управляють притиском незалежних груп роликів, забезпечують бездоганне позиціонування заготовки в процесі обробки в кожній зоні. Знижується час на переналагодження верстата, підвищується продуктивність, на відміну від пружин – пневматика – стабільний та постійний притиск заготовок протягом усього часу роботи верстата.

Безступінчасте регулювання швидкості подачі
Безступінчасте регулювання швидкості подачі здійснюється за допомогою інвертора і дозволяє оператору оперативно, без відкриття кожуха, здійснювати регулювання швидкості подачі в діапазоні від 6 до 36 м/хв з центральної панелі керування.

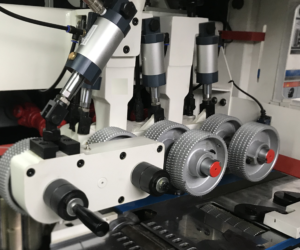
Делікатна та надійна система подачі деталі на виході з верстата
Делікатна та надійна система подачі деталі на виході з верстата. На виході (після верхнього та універсального шпинделів) заготовку протягують 5 пар високоміцних обгумованих роликів, що виключають пошкодження заготовки + нижні приводні гладкі вальці.

Централізована система змащування
Централізована система змащування дозволяє дистанційно здійснювати змащування вузлів верстата за допомогою ручного насоса. При цьому знижується час, який витрачається на обслуговування верстата. Є окрема система подачі мастила на робочий стіл, що унеможливлює налипання смоли на столі і значно знижує зусилля на механізм подачі.
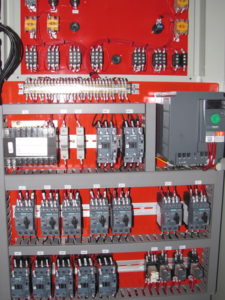
Електрокомпоненти
При виготовленні верстата використовуються одні з найнадійніших електрокомпонентів у світі SIEMENS, REXROTH.


