

Схема обробки:


Шейперний ножовий вал
Виробництва Chuntech (TAIWAN), діаметром 125 мм, оснащений ножами, розміром 30 х 12 х 1,5 мм.

Верхній та нижній ножові вали
Верстат оснащений шейперними ножовими валами виробництва Chuntech (Taiwan) діаметром 125 мм.
Зручна заміна ножів нижнього фугувального валу. Для цього вал висувається по напрямних.
Зручний доступ до верхнього ножового валу. При піднятій кришці спрацьовує кінцевик та виключає запуск верстата, що забезпечує безпечну заміну ножів.

Станина та стіл верстата
Виконані литими, з подальшою термообробкою. Механічна обробка станини виконується на обробному центрі з ЧПК з однієї установки.
 Подаючий конвеєр
Подаючий конвеєр
Подача заготовки здійснюється конвеєром з підпружиненими пальчиковими притискачами. Така система подачі не прогинає заготовку, а імітує подачу вручну, що дозволяє отримати ідеально прифуговану деталь. Кожен притискний палець незалежно від інших підпружинений, а сама заготовка притиснута по всьому шляху знаходження в верстаті. Також можливе одночасне подання кількох різнотовщинних заготовок.
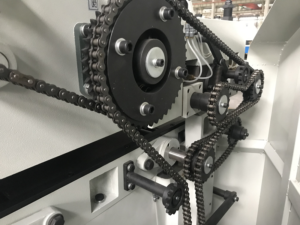
Система приводу
Привід подаючого транспортера, приводних роликів у столі і роликів подачі перед верхнім ножовим валом здійснюється за допомогою масивного ланцюга. Вузли механізму подачі знаходяться збоку верстата та закриті поворотним кожухом, що забезпечує легкий та зручний доступ до них для обслуговування.

Притискні вальці
На виході верстат оснащений додатковими підпружиненими притискними вальцями, це рішення забезпечує стабільну подачу заготовки на виході, навіть при роботі на високих швидкостях.

Пульт керування
На пульті розташовані кнопки увімкнення/вимкнення верхнього та нижнього ножового валу, транспортера, задається швидкість подачі (інвертор), підйому/опускання верхнього ножового валу та кнопка аварійного відключення. Виставляння на товщину обробки здійснюється за допомогою програматора. Відображення розміру на цифровому електронному табло. На виході дубльована кнопка аварійного вимкнення.

Підйомні гвинти
Верхній ножовий вал і подаючий транспортер піднімаються і опускаються на 4-х гвинтових опорах, що виключає будь-який нахил і гарантує високу точність. Від попадання пилу та бруду гвинти закриті кожухами. Кінцеві вимикачі обмежують хід столу.
Привід нижнього ножового валу
Здійснюється за допомогою 3-х клинових пасів. Зручно розташований збоку верстата та оснащений рукояткою для швидкого зняття пасів. Відповідно до норм безпеки привід закритий кожухом.

Автоматична централізована система змащування конвеєра
На верстаті встановлена автоматична система змащування конвеєра і подавального ланцюга. Змащування відбувається за встановленим часовим інтервалом під час роботи верстата. Час виставляється на дисплеї. Оснащена автоматичним вимкненням верстата у разі відсутності мастила у бачку.

Централізована система змащування верстата
Забезпечує змащування основних вузлів та механізмів верстата за допомогою ручного насоса. Це суттєво заощаджує час на обслуговування верстата.

Електрокомпоненти
У верстаті використовуються якісні електрокомпоненти Schneider Electric та Siemens.

Аспіраційні патрубки
Ексгаустерні отвори по 2 шт. в зоні роботи верхнього та нижнього ножових валів Ø150 мм. Усього 4 шт.


