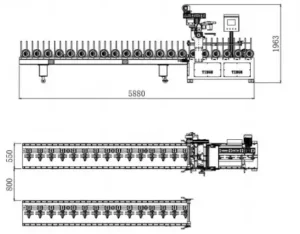
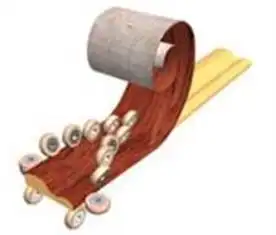
Схема обробки:
Конструктивні особливості
 Система клеенанесення
Система клеенанесення
Дюза для нанесення клею-розплаву з регулюванням ширини від середини. Регулювання здійснюється маховиком за допомогою гвинт-гайка. Розмір вказується на аналоговій лінійці. Форма дюзи дозволяє наносити клей рівномірно на облицювальний матеріал, а зовнішнє тефлонове покриття полегшує очищення. Дюза підключається до станції плавлення за допомогою спеціального шлангу, що нагрівається.

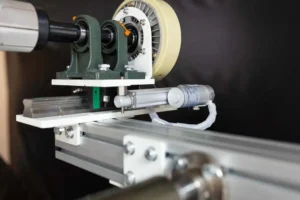
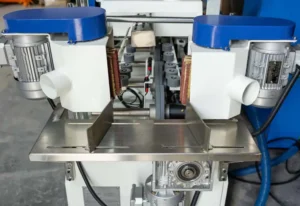
 Регулювання положення дюзи та розмотувальної станції
Регулювання положення дюзи та розмотувальної станції
Налаштування положення розмотувальної станції та клеєнаносної дюзи щодо заготовки, здійснюється вручну за допомогою маховика та гвинтової передачі, переміщення вузла відбувається по високоточним призматичним напрямним, індикація положення – на цифровому табло.
 Пульт управління
Пульт управління
Керування основними параметрами верстата відбувається за допомогою панелі Touch screen з інтуїтивно зрозумілим інтерфейсом. З пульта задаються наступні парметри:
– температура нагріву подаючого шлангу
– температура нагріву дюзи
– температура нагріву в плавильній станції
– швидкість подачі заготовки
– Дозування подачі клею
 Пульт управління розмотувальної станції
Пульт управління розмотувальної станції
Управління подачею та натягом облицювального матеріалу здійснюється за допомогою розмотувального валу з електричним гальмом, а також пристроєм для центрування рулону з приводом від окремого електромотора.
 Станція плавління Pur-клею
Станція плавління Pur-клею
Станція плавління закритого типу, спеціально для клеїв-розплавів ПУР, оснащена герметизуючим поршнем і баком для плавління клею, що унеможливлює контакт клею з повітрям, подача розплавленого клею через спеціальний нагріваючий шланг, підключений до нижньої частини бака.
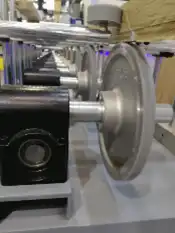
 Розмотувальна станція для рулонних матеріалів
Розмотувальна станція для рулонних матеріалів
Розмотувальна станція для рулонних матеріалів з внутрішньою пневматичною фіксацією рулону та електричним гальмом забезпечує прискорення процесу заміни рулону, що дозволяє чітко контролювати натяг облицювального матеріалу. Поздовжнє (осьове) переміщення рулону (центрування) здійснюється за високоточної призматичної напрямної. Привід осьового переміщення розмотуючого валу, від окремого електромотора.
 Прикатна станина
Прикатна станина
Верстат оснащений двома змінними прикатними станинами довжиною 4 метри, що дозволяє суттєво економити час на переналагодження, за наявності декількох станин. Вона легко від’єднується та відкочується убік на колесах, а заздалегідь налаштована станина приєднується до верстата.
 Система подачі заготовок
Система подачі заготовок
Подаючі здвоєні гумові ролики в кількості 20 пар, рівномірно розподілені по всій довжині станини. Ролики мають можливість осьового регулювання залежно від ширини заготовки. Привід кожного ролика здійснюється за допомогою редуктора черв’ячного типу, що забезпечує рівномірну подачу заготовок в процесі облицювання.
 Прикатні ролики
Прикатні ролики
Ролики забезпечують надійний притиск облицювального матеріалу до заготовки. Верхні та бічні ролики мають можливість налаштування по висоті, ширині та під кутом залежно від профілю оброблюваних заготовок. Налаштування забезпечується переміщенням осей із роликами в цангових затискачах, які дозволяють зафіксувати кожен ролик після налаштування.
 Промислові фени
Промислові фени
Верстат оснащений 10-ма промисловими фенами для підігріву облицювального матеріалу в процесі облюцювання, для зручності використання в станині є велика кількість розеток.
 Попередній нагрів
Попередній нагрів
Верстат оснащений трьома інфрачервоними лампами попереднього нагріву заготовок потужністю по 1,5 кВт кожна.
 Вузол очищення
Вузол очищення
На вході в верстат встановлені три очисні щіткові агрегати (зверху, праворуч, ліворуч) кожен має свій незалежний привід від окремого електродвигуна.