

Схема обробки:
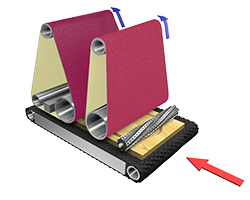

Робочі вузли
Обробка відбувається в три етапи – ножовим валом, калібрувальним і шліфувальним вузлами. Робочі вузли в зоні роботи стругальних та шліфувальних агрегатів – литі, що не допускає виникнення вібрацій, підвищує якість обробки і позитивно впливає на термін служби обладнання.

Ножовий вал
Ножовий стругальний вал виробництва Тайвань Chuntech діаметром 135 мм, оснащений змінними ножами розміром 15*15мм у кількості 186 штук, має 6 заходів.
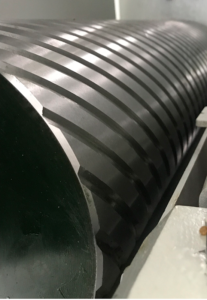
Калібрувальний вал
Сталевий вал, для забезпечення охолодження, поверхня валу покрита гелікоїдальними канавками.

Притискні ролики
Призначені для притиску заготовки до конвеєрної стрічки столу, забезпечують точне позиціонування та перешкоджають вильоту заготовки із зони обробки, що гарантує додаткову безпеку роботи оператора.

Натяг абразивних стрічок
Потужні пневмоциліндри натягу абразивних стрічок гарантують стабільну роботу робочих вузлів на весь термін служби верстата.

Обдув абразивних стрічок
Робочі вузли верстата оснащені вузлами обдування абразивних стрічок стисненим повітрям, що забезпечує своєчасне очищення стрічок, збільшує термін їх служби та підвищує якість обробки.

Привід робочих вузлів
Робочі вузли мають незалежний привід від трьох електродвигунів потужністю 18, 11 та 7,5 кВт відповідно. Привід здійснюється за допомогою поліклинової пасової передачі.

Система аварійного гальмування
Кожен робочий вузол оснащений пневматичним гальмом, що забезпечує повну зупинку робочих вузлів за три секунди.

Пульт керування
Ергономічна контрольна панель керування розроблена з урахуванням світових тенденцій у верстатобудуванні, для максимального захисту та зручності управління верстатом. Швидкість подачі заготовки регулюється за допомогою інвертора та задається на панелі керування.
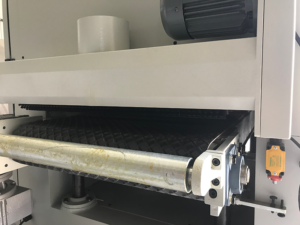
Вузол очищення
Верстат оснащений системою щіткового очищення на виході зі верстата.
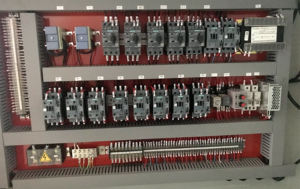
Електрошафа
Електрична шафа укомплектована компонентами Sсhneider і Siemens Sirius. Виконана відповідно до стандартів CE.


