

Схема обробки:


Чавунна лита станина
Всі станини проходять спеціальну термічну обробку для зняття внутрішньої напруги металу. Механічна обробка виконується на обробних центрах OKUMA за одну установку, що гарантує високу точність обробки. На кожній станині в процесі лиття вказується дата, з моменту настання якої дозволено проводити механічну обробку. Дана технологія гарантує максимальну жорсткість, стабільність та довговічність станини, повністю виключає можливість виникнення вібрації. Навіть під час роботи на високих швидкостях подачі або обробці масивних заготовок.

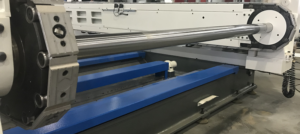
Шарико-гвинтова пара
Позиціонування правої частини верстата здійснюється за допомогою високоточної шарико-гвинтової пари по призматичним напрямним HIWIN, всі параметри задаються з панелі Touch screen Siemens.

Завантажувальний подавальний транспортер
Завантажувальний подавальний транспортер довжиною 1100 мм, що забезпечує зручність при обробці габаритних заготовок.

Нижній пиляльний вузол
Пиляльний вузол переміщується по вертикальному литому чавунному супорту.
Потужність двигуна 2,2 кВт.

Верхній пиляльний вузол
Має можливість нахилу. Пиляльний вузол переміщується по вертикальному литому чавунному супорту.
Потужність двигуна 5,5 кВт.

Фрезерна група
Має можливість нахилу, напрямок обертання інструменту – зустрічний. Привід через плоский пас.
Потужність двигуна 7,5 квт.

Карданна передача
Рух лівої та правої частини надійно синхронізований:
– Верхня притискна стрічка через карданні вали.
– Нижній конвеєр через масивний сталевий вал.
Така система подачі гарантує стабільну прямолинійну подачу заготовки. Потужний привід подачі 4кВт із плавним регулюванням швидкості за допомогою частотного перетворювача (інвертор).
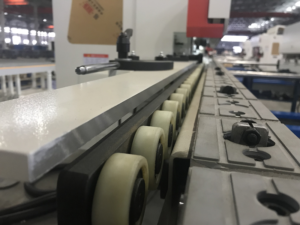
Система подачі заготовок
Заготовки подаються на пластинчастому конвеєрі прохідного типу. Притиск заготовок зверху здійснюється за допомогою нейлонових роликів, через прогумований стрічковий транспортер. Нижній конвеєр переміщується на підшипниках, що зменшує тертя і підвищує ресурс; Утоплювані упори встановлені через кожні 200 мм.


Пульт керування
Оснащений панеллю Touch screen Siemens Simatic, за допомогою якої задається товщина заготовки, швидкість подачі заготовки, позиціонується права робоча частина верстата і запускаються робочі вузли верстата.

Електрошафа
Електрошафа виготовлена на базі компонентів Siemens Sirius.


